
AP-Miniplant designs and manufactures customized reactors as integral components of laboratory plants and pilot plants. Our reactor systems are used across a wide range of process development tasks, supporting experimental research, process optimization, and scale-up from laboratory to pilot scale. As an experienced reactor manufacturer, we combine process engineering expertise with practical plant design to deliver reliable solutions for continuous and batch processes.
Our portfolio reflects a broad spectrum of implemented reactor concepts, developed in close collaboration with research institutions and industrial partners. The focus is on technically sound, application-specific solutions rather than standardized products.
If you are looking for a reactor solution for your laboratory or pilot plant, we are happy to discuss your process requirements. Please contact us for an individual query.
Fixed-bed reactors
Fixed-bed reactors are commonly used in laboratory and pilot plant environments for investigating heterogeneous catalytic reactions and solid catalyst behavior under defined flow and temperature conditions. Typical applications include catalyst screening, reaction kinetics studies, and long-term stability tests.
Examples range from oscillating bed reactors for dynamic flow investigations to catalyst test systems designed for high-melting or highly viscous media. Combined fixed-bed and fluidized-bed setups allow comparative evaluation of different reactor concepts within a single plant.

Oscillating Bed Reactor
This plant consists of an oscillating bed reactor with a pulsator, offering a versatile platform…
Catalyst Test Plant for Fluids with High Melting Points
This catalyst test plant for high-melting fluids such as wax comprises a heated convection oven…

Combined Fluidized and Fixed Bed Reactor
This is a multi-purpose plant with two reactors designed for both fixed bed and fluidized…
Continuous reactors
Continuous reactors are essential for process development scenarios where steady-state operation and reproducible conditions are required. In laboratory and pilot plants, they are frequently used to evaluate process stability, residence time effects, and scalability.
Implemented systems include continuous sterilization units for food applications and containerized pilot plants for integrated process chains, such as the conversion of biogas into liquid fuels. These reactors support realistic operating conditions at pilot scale.
Mini Sterilization System for Dairy Products
This mini sterilization system for dairy products is a continuous system that has been specially…

Container Unit for Biogas to Liquid Fuel Conversion
This container unit is designed for the conversion of biogas into liquid fuel. This unit…
Combined Fluidized and Fixed Bed Reactor
This is a multi-purpose plant with two reactors designed for both fixed bed and fluidized…
Metal-free units
For processes involving corrosive media or applications where metallic materials are unsuitable, metal-free reactor units provide a reliable alternative. Glass reactors and associated process equipment enable precise temperature control and visual process observation. High-quality, functional plastics, glass reactors, or ceramic materials are used in the reactor for this purpose.
Crystallizer with Internal Heat Exchanger
This crystallizer with internal heat exchanger provides an excellent environment for the development of crystallization…
Distillation Plant with Integrated Evaporation Crystallization
This distillation plant with evaporation crystallization was specially developed to characterize distillation processes with crystallization…
Crystallization Plant Made of Glass with 4 Reactors
This crystallization plant is equipped with a total of four glass reactors, including two 10-liter…
Membrane reactors
Membrane reactors integrate chemical reaction and selective separation within a single unit. This concept is particularly relevant for equilibrium-limited reactions and selective gas-phase processes.
AP-Miniplant has realized membrane reactor systems for high-temperature and high-pressure applications, as well as test units with integrated analytical equipment such as gas chromatographs. Extended reactor lengths allow investigation of axial process behavior and scale-up effects.
Membrane Reactor Test System for Reactors up to 1100 mm
This membrane reactor test system has been prepared for customer reactor installation. It allows installation…
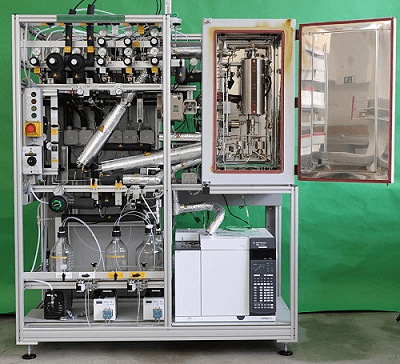
Membrane Reactor Test System with integrated Gas Chromatograph
This membrane reactor test system, prepared for customer reactor installation, offers customized solutions for research…
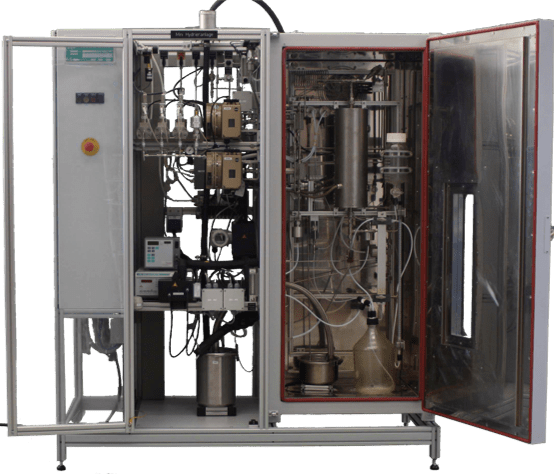
Membrane Reactor Test System up to 63 bar and 900 °C
This system, prepared for the installation of a membrane reactor by the customer, is the…
Polymerisation reactors
Polymerization reactors are designed to support controlled synthesis under defined thermal and pressure conditions. In laboratory and pilot plants, these systems are used to study reaction kinetics, material properties, and process stability.
AP-Miniplant has extensive expertise in the planning, construction, and automation of polymerization plants. We pay particular attention to process-critical equipment and sub-processes such as pump technology, agitators, and temperature control.

Stirred Pressure Reactor for Polymerization
We have developed this polymerization reactor system with a compact design so that it is…

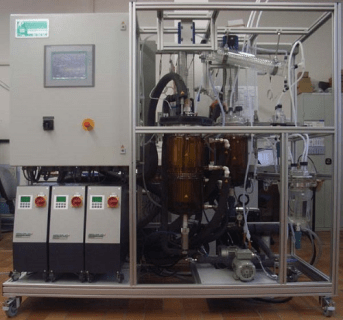
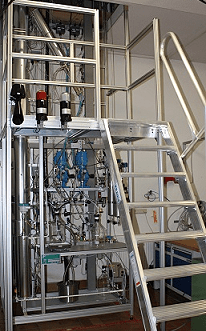
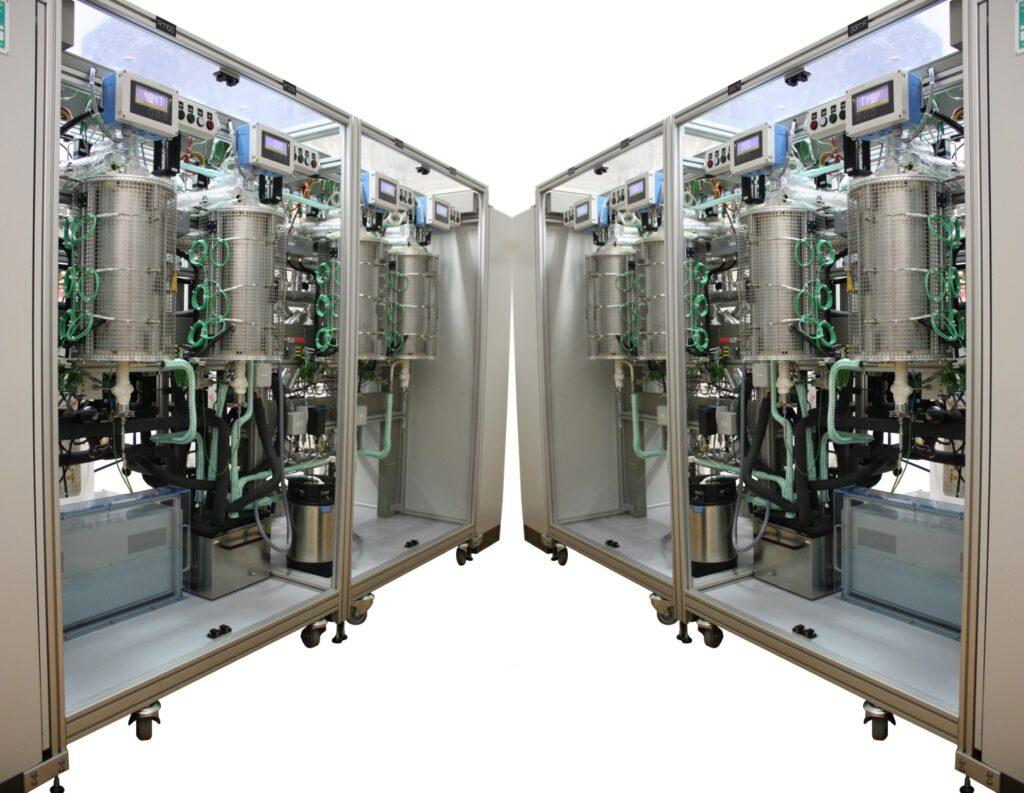
2-Stage Melt Polymerization Plant
This 2-stage melt polymerization plant is designed for high-temperature polymerization processes. It consists of two…

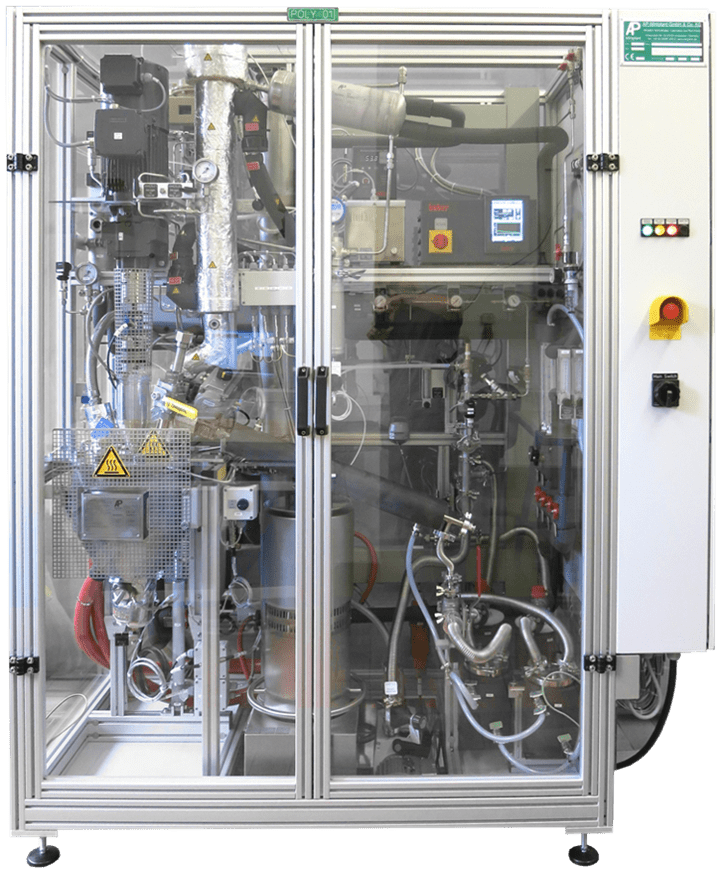
10 L Polycondensation Plant
This 10-liter polycondensation plant includes a compact 10-liter stainless steel reactor. The entire system is…
Reactive distillation
Fully automated, continuous laboratory systems are particularly suitable for testing complex, functionally integrated processes. A classic example of this is reactive distillation, which is often used in equilibrium-limited reactions to improve yield and has been implemented by us in various systems.
Reactive Distillation Plant up to 32 bar and 350 °C
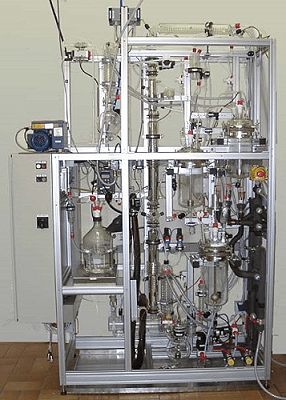
This reactive distillation plant is designed for chemical reactions in combination with distillation processes under…
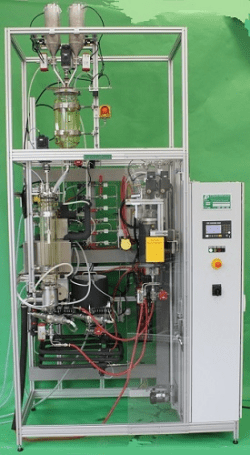
4 L Melt-Polycondensation Reactor
This system includes a 4-litre polycondensation reactor as the main reactor. The optimum amount of…
Stirred reactors
Stirred reactors represent a versatile reactor type for laboratory and pilot plant applications. They can be configured for batch or continuous operation and adapted to a wide range of chemical processes.
Depending on the application, these systems may include automated dosing, advanced process control, and integrated analytical instrumentation, making them suitable for both research and pilot-scale operation.
Fully Automated Micro Brewery
This fully automated micro-brewery is the perfect solution for fast and reproducible product development in…
Distillation Plant with Integrated Evaporation Crystallization
This distillation plant with evaporation crystallization was specially developed to characterize distillation processes with crystallization…
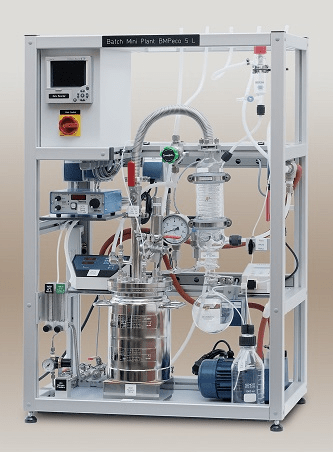
Cost-Effective Batch System with 5 L Reactor Volume
This cost-effective batch plant with a capacity of 5 liters is a compact and budget-friendly…
Tube oven
Tubular reactors are typically applied in gas-phase processes, catalytic reactions, and high-temperature studies. Their design allows precise control of residence time, heat transfer, and reaction atmosphere.
Micro Reactor System with GC
This micro reactor system offers an impressive range of functions for research and process development…
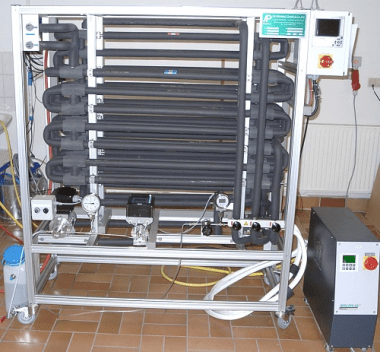
Catalyst Test System for SCR-catalysts
This Catalyst test system for SCR-catalysts has been developed for the automated test of monolytic…
Catalyst Test Plant for Fluids with High Melting Points
This catalyst test plant for high-melting fluids such as wax comprises a heated convection oven…
Fluidized bed reactors

Test Plant for Fluidized Bed Reactor Research
This fluidized bed reactor test system is a versatile system designed for research and testing…

Simple Fluidized Bed Reactor for Catalyst Activation
This simple fluidized bed reactor is using a specialized tubular quartz glass reactor with a…
Combined Fluidized and Fixed Bed Reactor
This is a multi-purpose plant with two reactors designed for both fixed bed and fluidized…
Special reactors
Often, a process requires its own reactor solution. Together with our customers, we also develop customized reactor and plant solutions for such processes.
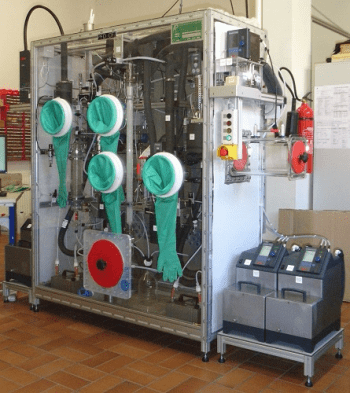
Hermetically Sealed Plant with Airlock and Wash Column
Hermetically sealed stirred tank equipment is the ideal solution for the safe handling and processing…

Gas Phase Polymerization Plant
This gas phase polymerization plant uses a 1.8 liter reactor designed to operate at 175…